


Quindi, la parte finale della tetralogia sulla creazione di un dispositivo per produrre gas carburatore (vapori di benzina) per bruciarli in un grande bruciatore da tavolo che soffia vetro. Lascia che ti ricordi che tutta questa epopea usando la benzina invece del solito gas è stata avviata per diversi scopi. Innanzitutto, la temperatura della torcia di un bruciatore a vapore di benzina è leggermente superiore a quella del propano (con getto d'aria), per non parlare del gas naturale. Considerando che i pezzi grezzi per la soffiatura del vetro dal vetro a bassa fusione sono diventati esotici e solo il vetro che richiede temperature elevate (ossigeno) per essere elaborato sul bruciatore, ottenere alte temperature adatte al vetro ad alta fusione usando metodi alternativi senza usare ossigeno nei cilindri è un compito degno ( la sostituzione completa dell'ossigeno si ottiene aggiungendo una piccola quantità di gas detonante dall'elettrolizzatore ai vapori di benzina). Un momento piacevole è la consegna di combustibile liquido compatto a un'officina lontana dalle strade. Ci sono alcuni punti positivi minori che sono stati menzionati in precedenza.
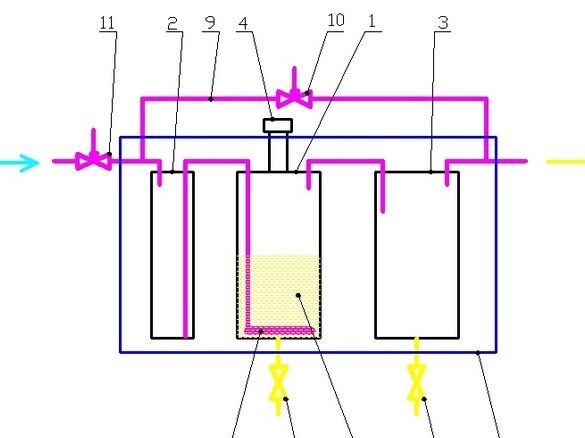
La descrizione del dispositivo, l'algoritmo del suo funzionamento e la fabbricazione di una trappola per benzina (pos. 2) sono stati descritti nella parte 1, la fabbricazione di un gorgogliatore (pos. 1) nella parte 2, la fabbricazione di un condensatore (pos. 3) e il collegamento di tutti e tre i serbatoi, nella parte 3.
Quindi, il nostro dispositivo è pronto in generale ed è costituito da tutti e tre i serbatoi 1,2,3 con gli ugelli e gli interni corrispondenti. I serbatoi sono collegati e montati (saldati) su un supporto di latta. Il lavoro rimanente dovrebbe essere eseguito nell'ordine in cui sono seguiti: produzione di una scatola 12, piegatura e installazione di un bypass 9 con una valvola a spillo di trabocco 10, produzione e installazione di un tubo di ingresso e uscita (tutto ciò che fuoriesce dalla scatola dovrà essere montato in posizione). Installazione di un cavo scaldante su un gorgogliatore, installazione di serbatoi in una scatola e riempimento con sabbia. Installazione di un controller termico.
Strumenti, attrezzature.
Tutti i collegamenti sono stati effettuati mediante saldatura: è necessario un bruciatore a gas manuale. Set di attrezzi da banco. Platorello abrasivo di medie dimensioni per la levigatura di punti di saldatura. Per un taglio accurato di tubi di rame, è conveniente usare una sega a pendolo terminale, o una scatola da taglio con un seghetto.È venuto in una pratica morsa elettrica, morsa da banco. Nella fabbricazione della scatola furono utilizzate una sega circolare, una piccola pialla e la stessa sega a pendolo. Trapano, cacciavite. Alcuni morsetti. Per la pittura - pennello, piatti.
Materiali.
Sono stati utilizzati fogli di rame e guarnizioni in ottone, tubi in rame da 15 mm, 18 mm di diametro. T e giunti speciali sono parti di un tubo di rame. Due piccoli rubinetti ad ago, pezzi di ferro da vecchi impianti idraulici. Saldatura stagno-rame n. 3, flusso ad esso. Brush. LKM, stracci di cotone. Colla: PVA per falegnameria.
So. Prese la scatola. Legno preparato - per il telaio, barre resistenti e resinose senza nodi e difetti, per pannelli di rivestimento di guaina. Le barre del telaio sono state disposte. L'ho collegato "a metà dell'albero" al PVA del falegname, ho verificato la rettangolarità con un grande quadrato di falegname, l'ho fissato con morsetti su un tavolo piatto. Nella foto c'è un telaio per asciugare, due pezzi uno sopra l'altro.


Dopo l'essiccazione, ha iniziato a sudare. I pannelli e le guarnizioni di lunghezza adeguata sono stati piallati a uno spessore di 12 ... 15 mm, tagliati a misura, fori per elementi di fissaggio, avvitati con viti. Ha fatto tagli per i tubi di scarico sporgenti, in futuro saranno ulteriormente coperti con piastre di latta.
Quasi una scatola finita, la custodia per le maniglie per il trasporto. Come penne, è stato deciso di adattare le ultime schede (superiori) delle estremità della scatola. Per fare questo, ha tagliato il loro spessore maggiore in modo che sia comodo da tenere con la mano, e per agganciare magnificamente il fondo della "maniglia" con un rivestimento sottile, abbiamo dovuto creare un bianco conico.



Dopo aver segnato la maniglia, ho perforato i bordi dell'apertura della mano con un trapano a penna su un albero di diametro grande (40 mm), ho collegato i fori con un seghetto elettrico, ho levigato grandi sbavature con un panno abrasivo.



Dopo aver inserito le penne, ho segnato gli spazi vuoti rimanenti dei muri laterali, ho tagliato l'eccesso, l'ho avvitato con le viti. L'ultimo adattamento, tutto sembra adattarsi.
La scatola finita senza fanatismo è levigata, innescata con vernice diluita e verniciata in più strati con smalto PF-115, verde erba, con una macinazione intermedia delle fibre sollevate con una carta vetrata abrasiva fine o sfregata. Mentre la vernice si asciuga, puoi fare la produzione e l'installazione dei restanti pezzi di ferro.


Ho preparato e saldato i rubinetti degli aghi nel rinforzo circostante: i loro filetti regolari progettati per serrare le pinze, puliti con una spazzola metallica, saldati con una torcia a gas con saldatura stagno-rame e una speciale pasta di flusso per questa saldatura. Collegamento del tubo dell'aria - Standard a scollegamento rapido per tubo flessibile pneumatico a spirale arancione. Tubi di rame da un sistema di approvvigionamento idrico con un diametro di 15 e 18 mm, sarebbe bello collegarli con parti standard che sono offerti appositamente per questo - giunti, angoli, ma solo alcuni dei loro tipi erano disponibili - T, giunti, spine. Ho dovuto uscire. Ho fatto gli angoli di 90 gradi da solo - ho tagliato le estremità dei tubi con un angolo di 45 gradi sulla sega (usa almeno occhiali protettivi!) E dopo aver rimosso e applicato il flusso, li ho posizionati su un mattone rosso e saldati con un bruciatore. Non dimenticare di sciacquare dal flusso con acqua calda - flusso acido. Quando si saldano diversi punti nelle vicinanze, si procede dal principio generale: prima si saldano parti più massicce, quindi meno, quindi ci sono meno possibilità che la precedente saldatura decada, anche se si esegue la saldatura con la stessa saldatura. Se i diametri delle parti saldate non coincidevano sostanzialmente, dominavano la quantità richiesta di rame, filo precedentemente ben spelato, con un diametro di circa 0,4 ... 0,5 mm. Ho completamente smontato i rubinetti prima di saldare per non scaldare la torsione di plastica e le guarnizioni di gomma. Non dimenticare di provare le tubature più spesso alla stazione di servizio, in modo che, a causa dell'assenza di mente, come dice la rasta russa, "non rovinare i lati".


Infine, saldare il preparato utilizzando le magliette disponibili. Inoltre, gli spazi sono compensati dall'avvolgimento del filo. Bypass in corrispondenza o leggermente al di sopra del bocchettone di riempimento, il suo rubinetto dovrebbe sbirciare dal letto di sabbia. Il suo tubo è leggermente inclinato rispetto all'asse verticale, in modo da non bloccare l'accesso al bocchettone di riempimento.


Nel tubo di uscita è predisposto un posto per il rompifiamma, che impedisce l'ingresso di fiamma dal "colpo indietro" nel dispositivo. Gli scaricatori di fiamma di questo tipo sono soggetti a installazione obbligatoria: nelle navi una miscela pronta di combustibile con un agente ossidante e la penetrazione della fiamma all'interno è irta di gravi conseguenze. Fortunatamente, la velocità di combustione dei vapori di benzina è relativamente bassa e la "confusione" di rame nel tubo è una misura garantita per sopprimere la fiamma. Sarà riempita di volume nel tubo di uscita dalla parte filettata all'angolo. In modo che l'imballaggio del filo non striscia fuori dal luogo previsto, un arresto trasversale viene saldato per girare il tubo - un pezzo di filo di ottone spesso. Una filettatura da 0,5 pollici è saldata all'estremità di uscita del tubo dai raccordi dell'acqua - un "pagliaccio" in ottone dal set del miscelatore vasca. L'angolo non standard è realizzato in modo simile ai precedenti per motivi di praticità: quando si posiziona il carburatore in basso a sinistra, sotto il tavolo, il tubo di uscita si piegherà meno.

Un passaggio obbligatorio è un test di tenuta. In recipienti completamente assemblati con raccordi, è abbastanza semplice: collegare il tubo di uscita con un tappo idraulico standard, ingrassare i tappi di sughero, ritagliare una fascia elastica per il tappo di riempimento. Resta da collegare il compressore all'ingresso del dispositivo e, dopo aver pompato diverse atmosfere, camminare lungo le cuciture con schiuma saponata. Contrassegnare i punti di perdita d'aria e saldatura dopo il lavaggio e l'asciugatura. Allo stesso modo controlla il risultato.
È stato qui con il mio dispositivo che si è verificato un incidente: durante il pompaggio di circa quattro atmosfere, è stato strappato un guscio sul coperchio del gorgogliatore. Forse c'era un leggero difetto nello stampaggio in fabbrica del coperchio - una crepa al posto di una forte flessione. Forse a causa dell'assenza o dell'insufficienza di ricottura prima della timbratura. Su di esso, una crepa, il coperchio si staccò. Allo stesso tempo, il serbatoio si "aprì", strappando uno dei tubi a un vicino e piegando leggermente la base. Sono stati fatti diversi tentativi di riparazione, ma era impossibile ripristinare il dispositivo in modo accurato e, soprattutto, affidabile, senza smantellamento significativo. Il dispositivo è riservato per un utilizzo meno critico rispetto al serbatoio del carburante.
Il risultato dell'incidente, in generale, è stata una fiducia eccessiva e una pressione significativamente inferiore è stata sufficiente per controllare la tenuta con bolle di sapone. Durante il normale funzionamento del dispositivo, la pressione all'interno dei recipienti non supera la pressione atmosferica e adottando misure note per la protezione contro lo "scontro a fiamma inversa" (reti di rame, "confusione"), i recipienti possono essere realizzati con materiali molto sottili.