

La stampa è uno strumento che non viene usato molto spesso in casa il garagema quando hai bisogno di lui, non puoi farne a meno.
Il maestro doveva raddrizzare l'asse della bicicletta curvo. Ciò ha richiesto una stampa. Poiché i requisiti sono minimi, le dimensioni della pressa dovrebbero essere di dimensioni medie, tra l'altezza della panca e il livello del pavimento.
Voleva anche rimuovere il martinetto idraulico nel caso ne avesse bisogno altrove.
Primo passo: la sicurezza prima di tutto
Sarà necessaria una piccola quantità di saldatura sui bracci superiore e inferiore del martinetto, nonché sulle gambe dello stabilizzatore.
A tal fine, si applicano tutte le precauzioni di saldatura: maniche lunghe, guanti di saldatura adatti e un casco per saldatura ad arco. Tieni presente che puoi ottenere ustioni UV nell'area del collo che non è coperta dalla parte inferiore del casco, specialmente durante la saldatura di oggetti sul pavimento. Scarpe adeguate (scarpe di sicurezza o almeno scarpe di cuoio) sono necessarie anche durante la saldatura. È difficile far ballare saldature ordinate con calde gocce di metallo fuso sulle dita.
A causa dei fumi, si consiglia di eseguire la saldatura all'aperto.
C'è anche molto taglio e rettifica di metalli
Detto questo, la protezione degli occhi e dell'udito è un must. Una smerigliatrice angolare con un disco da taglio senza una protezione adeguata provoca un ronzio nelle orecchie e spruzza anche un enorme flusso di scintille. Fai attenzione alla scintilla calda che si riflette sul muro. Indossa gli occhiali.
Un paio di guanti da lavoro riduce le vibrazioni trasmesse alle mani.
Fase due: strumenti e materiali



strumenti:
- saldatrice;
- una perforatrice con corona bimetallica da 20 mm "Blu-Mol", la velocità di perforazione consigliata di 440 giri / min.
- Smerigliatrice angolare con un diametro di un disco di 115 mm + dischi rimovibili e rettificabili;
materiali:
- Misuratori laterali 2 pezzi .;
- Canale 100x50 mm, lunghezza 560 mm. per traverse 4 pezzi .;
- Angolo 30 mm. e una lunghezza di 1,2 m. come supporto;
- Traversa 460mm;
- Un bullone di 20 mm per traverse, 8 pezzi;
- Bullone M8 per supporto, 4 pezzi .;
- Jack idraulico da 10 tonnellate
- Una piastra di metallo per la staffa superiore del martinetto 200 mmx 100 mm x 20 mm 1 pezzo .;
- Piastra metallica in acciaio dolce per movimento centrale
300mmx3mm 1 pezzo .;
- raccordi per il montaggio delle staffe della molla di richiamo della staffa superiore 300 mm x 10 mm 1 pezzo;
- Blocchi a V 200mm x 100mm x 20mm 2 pezzi .;
Fase tre: assemblaggio del supporto inferiore


All'inizio, il maestro ha deciso di tagliare e saldare la staffa trasversale dall'angolo per il supporto inferiore. Per conoscere le dimensioni di questo angolo, è stato innanzitutto necessario decidere per quanto tempo dovrebbero essere le traverse del canale. Dato che il materiale è scarso, ho dovuto calcolare sulla base di quello esistente. Pertanto, la lunghezza delle traverse si è rivelata essere di 560 mm, rispettivamente, la lunghezza della staffa trasversale per il supporto inferiore è di 460 mm.
Prima di saldare la traversa del supporto inferiore, è necessario contrassegnare e praticare i fori per il fissaggio dei montanti laterali, che sono costituiti da un canale. Dopo aver saldato la traversa del supporto inferiore, i montanti verticali sono imbullonati.
Fase quattro: assemblaggio del telaio






La corona bimetallica Blu-Mol passava facilmente attraverso l'acciaio di 8 mm e rimaneva affilata anche dopo 32 fori. Sul lato opposto del metallo, dopo la perforazione rimangono spigoli vivi. Questi trucioli di metallo devono essere levigati con smerigliatrici angolari prima di verniciare.
I fori sugli elementi trasversali sono praticati a una distanza di 30 mm dai bordi. Il maestro ha praticato i fori in modo tale che i loro centri fossero a una distanza di 40 mm l'uno dall'altro (la larghezza di 100 mm meno 60 mm dovrebbe essere di 40 mm). In effetti, sarebbe meglio se li avesse fatti a una distanza di 39 mm l'uno dall'altro. Quindi sarebbe più conveniente stringere i dadi.
allegati:
File CAD 2D con misure di base
Fase cinque: porta martinetti idraulici








Il maestro saldò un pezzo di tubo sulla staffa scorrevole superiore. La parte superiore del martinetto idraulico si appoggerà a questo segmento. Quindi ha saldato i raccordi, dopo averlo piegato in precedenza, per fissare le molle di ritorno, che ancora non era stato in grado di raccogliere. Attualmente, come capanne temporanee, al posto delle molle, sono installati rimorchi in gomma, che finora sono abbastanza tollerabili.
Inoltre, sono stati saldati piccoli angoli lungo tutti e quattro gli angoli della staffa. Servono per l'impegno con i canali superiori (membri trasversali). Ecco come la staffa superiore risulta scorrevole.
Il movimento centrale è costituito da due piastre metalliche saldate e piegate per sostenere la base del martinetto. Nelle parti piegate delle piastre, vengono praticati fori nei quali vengono inserite e saldate le maglie della catena. I collegamenti di ritorno sono inseriti in questi collegamenti, ora temporaneamente rimorchi di gomma.
Passaggio 6: test





Finalizzazione del jack.
Ho dovuto aggiornare leggermente il martinetto idraulico: sostituire il perno originale sulla valvola e inserirne uno molto più lungo per facilitarne l'uso con le dita.
Questa pressa piega facilmente un'armatura da 10 mm su uno spray per auto, ma solo fino a 90 gradi.
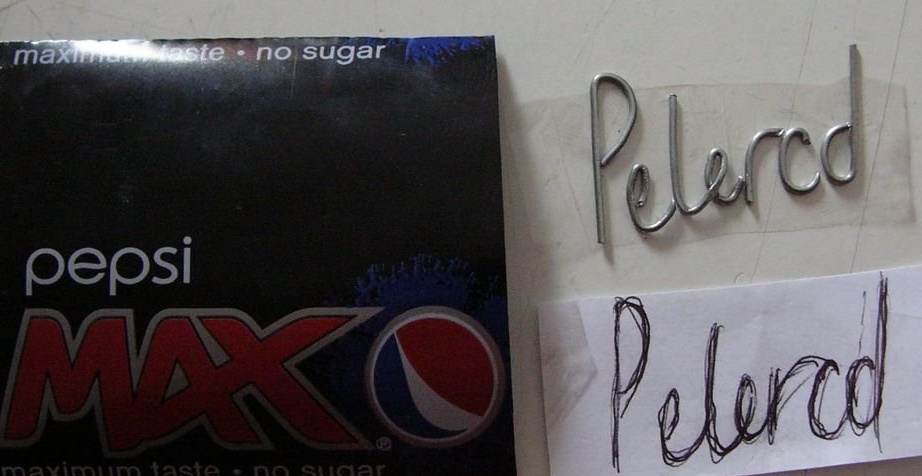
Anche con questa macchina da stampa è stata testata la possibilità di produrre stampi da un foglio di alluminio di lattina Pepsi. Questo foglio di alluminio ha uno spessore di 1 mm. Come forma, un filo zincato con un diametro di 1,23 mm e un foglio di gomma con uno spessore di 1,6 mm sono stati testati come substrato.
Ma il sottile foglio di alluminio di Pepsi vuole strappare le cuciture. Forse dovresti provare con un metallo più spesso, forse funzionerà. Oppure, come opzione, prova a utilizzare un filo più sottile, più sottile di 1,23 mm.