

In questo articolo considereremo l'opzione di autoproduzione di un rivetto per rivetti filettati. Cosa non fa la macchina per rivetti industriali adatta al maestro? Secondo lui, i buoni modelli di tale strumento sono costosi e, secondo motivo, sono relativamente grandi. d'autore il modello è facile da fabbricare e compatto, e i rivetti installati con esso sono saldamente inseriti nella presa. L'artigiano ha impiegato circa un'ora e circa $ 5 per la fabbricazione dello strumento.
Vediamo come funziona lo strumento.
Quindi, per la fabbricazione di un rivetto, il maestro aveva bisogno di quanto segue
Strumenti e materiali:
- Barra di metallo 20mm x 3mm x 70 - 2 pezzi;
- Barra di metallo 20mm x 3mm x 30 - 1 pezzo;
- Barra di metallo 20mm x 30mm x 10mm - 2 pezzi;
- Barra di metallo 20mm x 20mm x 30mm -1 pz;
- Dado di prolunga M12, lunghezza 40 mm;
- slot esagonale M12;
- Asta filettata M6 lunga 110 mm;
-Dado prolunga M6 lungo 25 mm;
-30 mm molla (diametro interno 12 mm);
- Rondella 12 mm;
- Barra filettata M12 lunga 55 mm;
-USHM;
-Drilling machine;
-Mechik;
-Saldatrice;
- Maniglia (da un trapano o Ushm-ki);
- Chiavi di metallo;
- Chiavi esagonali;
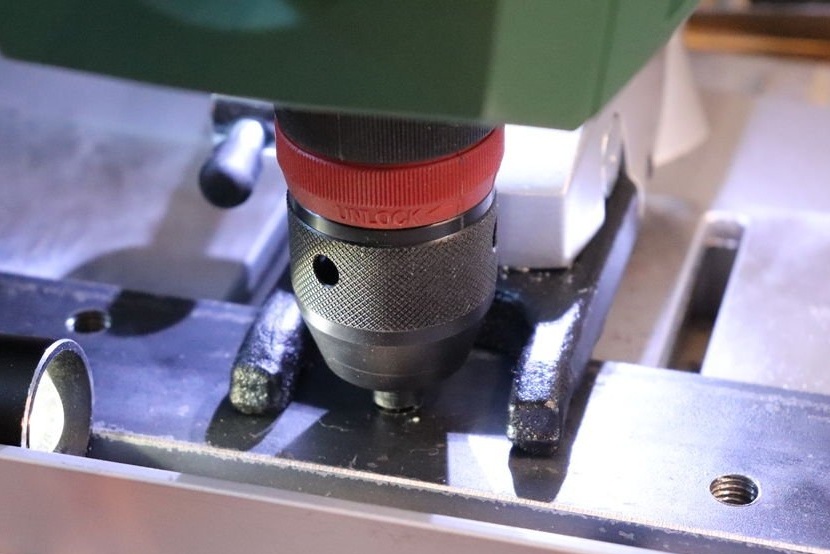
Primo passo: parte mobile
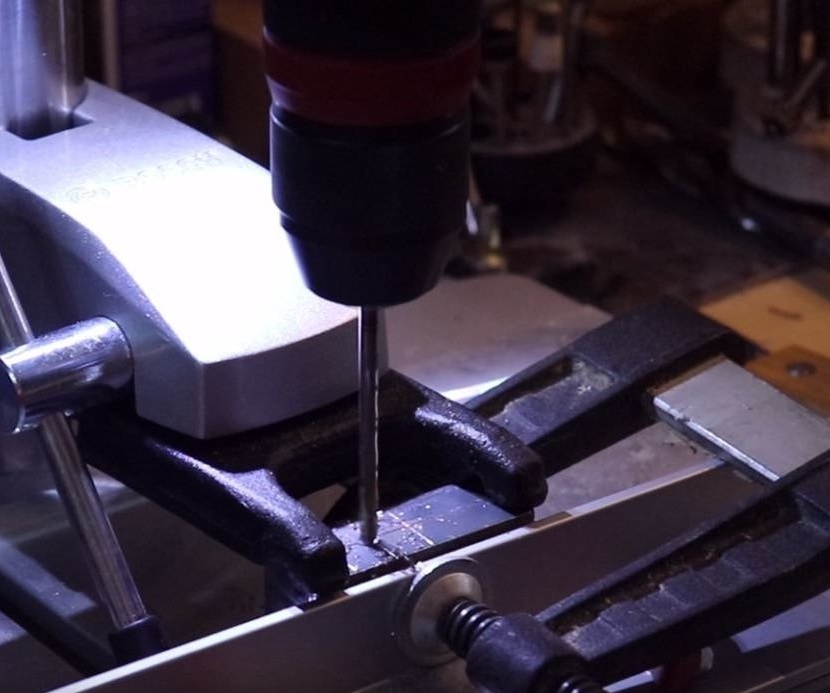
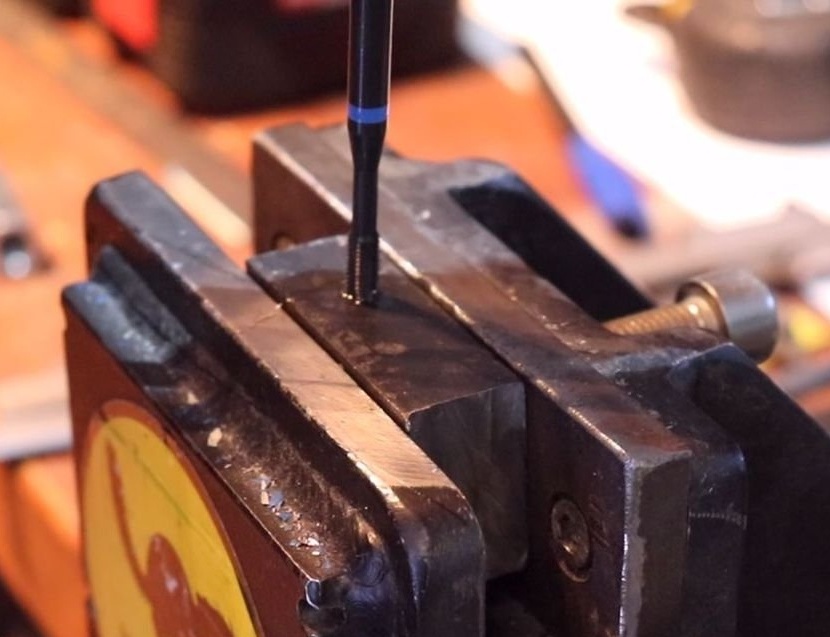
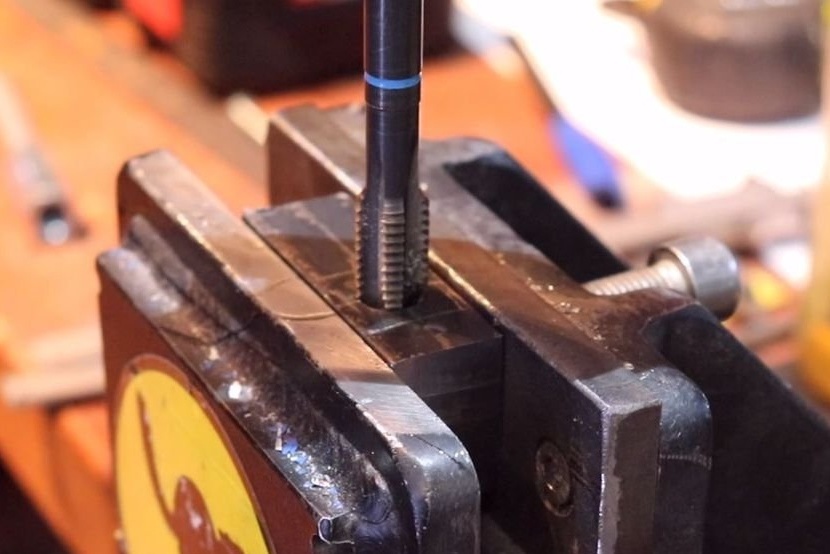
Sfortunatamente, il maestro non ha fornito il disegno, ma lo strumento è abbastanza semplice e, penso, non causerà difficoltà nella produzione. Il corpo dell'utensile è costituito da una cornice rettangolare. All'interno del telaio è posizionata una barra di metallo con un foro filettato passante, una molla e dadi e prigionieri adattatori. Innanzitutto, il master crea un blocco in movimento. Taglia su misura, fora, taglia i fili. Inizialmente, il maestro ha realizzato lo strumento per rivetti M5, ma in seguito ha praticato un foro e ha tagliato un nuovo filo M10. Questa modifica consente l'uso di rivetti di diverso diametro, è sufficiente cambiare i dadi dell'adattatore.




Fase due: caso
Nelle barre situate all'estremità della custodia, è anche necessario praticare fori coassiali con il foro nella parte mobile.



Quindi è necessario saldare le parti del corpo.Dall'alto, attraverso il corpo, da un lato, le piastre sono saldate e un dado è attaccato ad esso. Una maniglia verrà installata qui.



Fase tre: dado di spinta
Il master avvita una scanalatura esagonale nel dado di connessione. Nel dado stesso sul lato, fa un buco. Un foro è installato nel foro. In questo modo, lo strumento può essere azionato dietro il collare, con una chiave di metallo o una chiave esagonale.





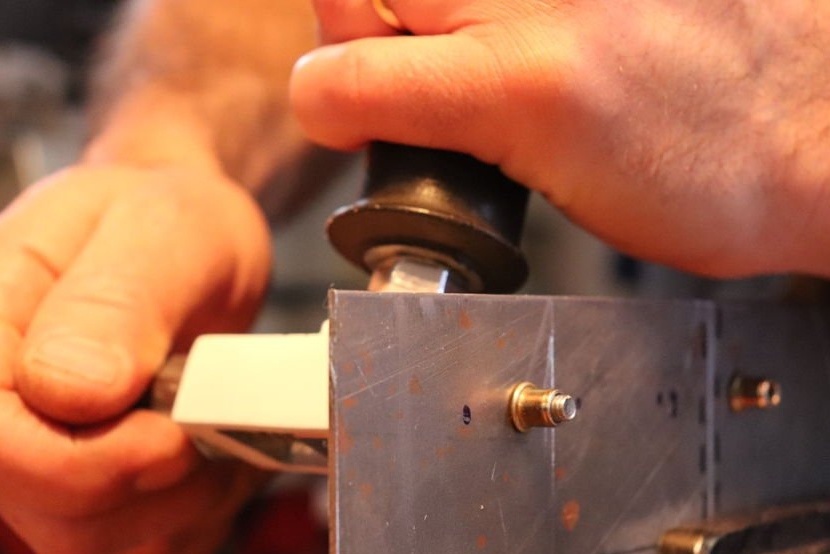
Quarto passaggio: build
Per rendere lo strumento funzionante è abbastanza semplice, guardiamo foto e video.

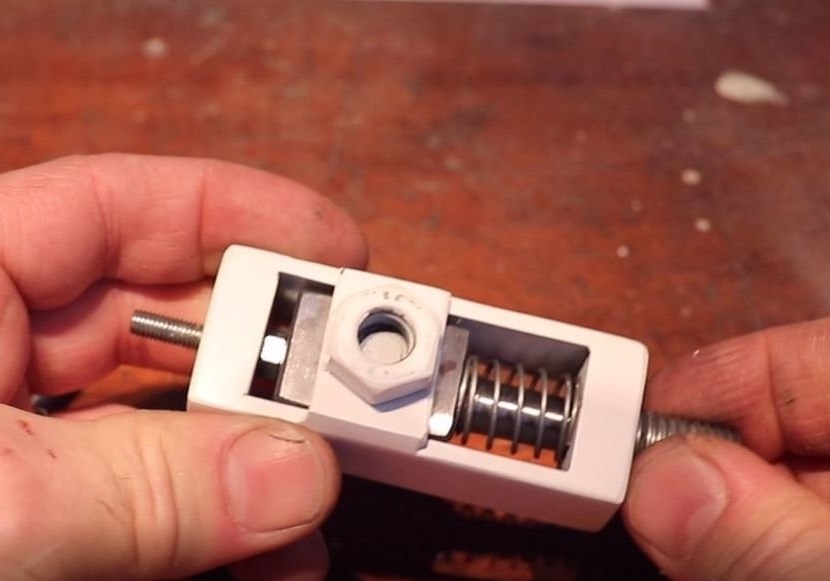


In futuro, il maestro ha leggermente modificato il rivettatore, come accennato in precedenza, tagliando il filo M10.

Dadi adattatori realizzati per rivetti di diverso diametro.





È tutto pronto.
Il processo di produzione dei rivetti può essere visto nel video.