
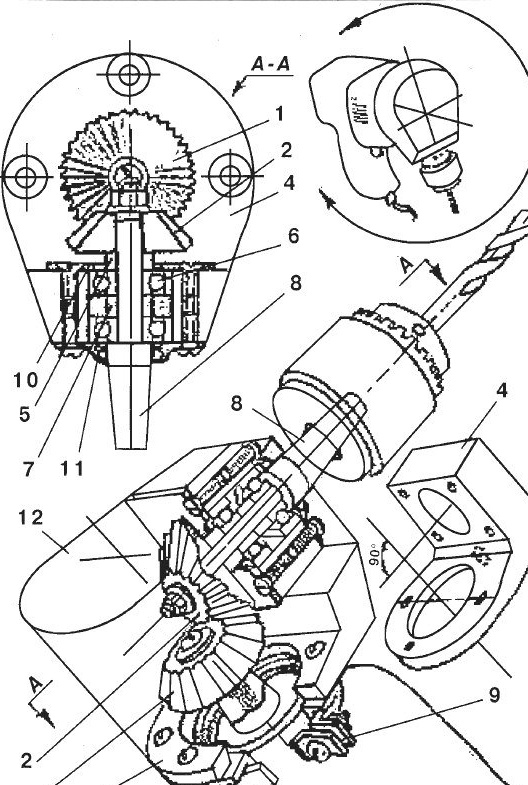
Fig. 1. Trapano angolare
Il trapano qui è ruotato di 90 ° rispetto al trapano stesso. La rotazione dell'asse di rotazione del mandrino viene eseguita da due ingranaggi conici conici: azionamento 1 e azionamento 2. Possono essere scelti da strumenti e meccanismi vecchi e obsoleti. E le dimensioni del dispositivo dipendono dalle dimensioni degli ingranaggi. Nota: il diametro del pignone non deve superare i 38 mm - perché durante il montaggio deve passare liberamente attraverso il foro della flangia 3. Delle parti finite, ad eccezione di ingranaggi, bulloni standard, dadi e rondelle, sono necessari due cuscinetti a sfera più identici 6, è meglio se sono contatto angolare con un diametro interno da 7 a 10 mm. Conoscendo le dimensioni degli ingranaggi e dei cuscinetti, è possibile iniziare a produrre le parti rimanenti del dispositivo su una macchina per tornitura, fresatura e perforazione. Su un tornio, praticare il foro del pignone per il cono del trapano elettrico. Selezionare la dimensione del foro in modo che il cono si inserisca nell'ingranaggio non più di 3/4 del suo spessore. Girare il mandrino 8 in acciaio per utensili Calcolare le sue dimensioni, tenendo conto dello spessore dell'ingranaggio condotto 2, dell'altezza dei cuscinetti 6 e dello spessore delle bussole distanziatrici 5 e 7. Cucire un'estremità del mandrino sul cono delle stesse dimensioni del trapano, poiché il morsetto è montato su di esso cartuccia.
Praticare un foro all'estremità dell'altro e tagliare la filettatura sinistra sotto il dado di serraggio. Dopo la rotazione, indurire il mandrino e rettificare le superfici coniche e cilindriche. Anche la flangia del cuscinetto è ricavata da una billetta d'acciaio. Il suo diametro interno dovrebbe essere uguale al diametro del collo del trapano elettrico. Poiché la flangia è fissata con il morsetto 9, eseguire sei tagli longitudinali nel suo gambo. Alla fine della flangia, praticare quattro fori per i bulloni per fissare l'alloggiamento 4. Ora procedere alla fabbricazione della parte più complessa: l'alloggiamento.È meglio farlo dalla barra di duralluminio o textolite. La parte in eccesso della barra secondo il disegno viene rimossa dalla fresatrice. Su una perforatrice, praticare due fori per assi reciprocamente perpendicolari. Sul tornio, praticare i fori per gli ingranaggi e i cuscinetti. Non dimenticare di praticare i fori per il montaggio nell'alloggiamento - quattro per il fissaggio della flangia, otto per il fissaggio dei coperchi 10 e 11. Prestare particolare attenzione all'asse del mandrino essendo strettamente parallelo al piano di supporto dell'alloggiamento. Dal pezzo in acciaio, macinare i distanziali 5 e 7, copre 10 e //. Nella copertura 11, scanalare una scanalatura sotto la ghiandola - un anello di feltro con un diametro interno uguale al diametro del mandrino. La precisione dell'assemblaggio e l'angolo di ingranaggio richiesto possono essere garantiti da guarnizioni in alluminio o rame, che devono essere installate tra la flangia 3 e l'alloggiamento 4. Infine, bloccare tutti i collegamenti filettati con rondelle elastiche in modo che non si allontanino durante il funzionamento. L'involucro sagomato 12 è necessario per proteggere i corpi di lavoro dalla polvere. È meglio tagliare dal foglio di duralluminio con uno spessore di 1,5-2 mm. Lubrificare bene tutte le superfici di sfregamento prima dell'uso.