
Fasi di creazione di uno scrigno:
- I principali tipi di prodotti
- Attrezzatura necessaria
- Materiali per la fabbricazione della cartapesta
- Avvolgimento e incollaggio di spazi vuoti del corpo
- Prova di pressione e asciugatura
- Pezzo in ebollizione
- limatura
- Accessori hardware
- Decadimento del cofanetto
Materiali per la fabbricazione della cartapesta
1. Cartone (preferibilmente vincolante). Dovrebbe essere pulito, senza colla e impregnazione. Nell'artigianato in produzione, viene utilizzato il cartone Balakhna, come quello che soddisfa maggiormente tutti i requisiti.
2. Pasta di amido in consistenza gelatina. Viene bollito immediatamente prima del lavoro.
3. Olio essiccante (olio di semi di lino).
4. Per la fabbricazione di accessori utilizzare:
a) foglio di ottone con una sezione trasversale di 0,5 - 0,7 mm;
b) un'asta di acciaio (filo) con una sezione trasversale di 1,5-2 mm.
Il processo di creazione di un corpo scatolare inizia con la fabbricazione della base: una trave di legno, la cosiddetta "testa di blocco". La sua dimensione è determinata dalla dimensione dell '"avvolgimento" - il futuro blank del prodotto previsto. La lunghezza del "blocco" è limitata dalla dimensione della pressa e la sezione trasversale corrisponde alla dimensione interna del prodotto. È fatto di legno secco e solido, preferibilmente di legno duro (betulla o faggio). La sua superficie dovrebbe essere liscia, senza scriccatura. Il "blockhead" pronto viene oliato in modo tale da non gonfiarsi a causa degli "avvolgimenti" grezzi. Dovrebbe allentarsi dopo la piegatura.
Oltre al "blockhead", abbiamo anche bisogno di parti incorporate - "guance" che comprimono l'avvolgimento su di esso. La larghezza delle "guance" incorporate è maggiore della larghezza della sezione della "testa di blocco" di due spessori di parete dell'edificio futuro. Il miglior materiale per le "guance" è il truciolato. Ha rigidità, fornendo la crimpatura necessaria, senza essere deformato. Per una crimpatura uniforme del pezzo, è necessario disporre di quattro "guance": due mutui con una dimensione esatta che tenga conto dello spessore del pezzo e due lettere di vettura che avvolgono la borsa (vedere la Fig. 3).
Per gli spazi vuoti rotondi, un tornio viene creato su un tornio. In casi estremi, è possibile utilizzare bottiglie o vasetti adatti ai parametri.
Le forme ovali e altre forme morbide di "tette" sono eseguite in modo da carpenteria secondo il modello.
La fabbricazione di forme rotonde e ovali viene eseguita anche avvolgendo diversi strati di cartone su un grezzo, nonché su spazi rettangolari, solo la crimpatura viene eseguita con un elastico o una striscia con un giro di serraggio per rotolare (Fig. 5, a). Il pezzo viene tenuto per 15-30 minuti in un morsetto, quindi rilasciato e rimosso dalla testa di blocco. Ulteriore asciugatura e altro ancora.
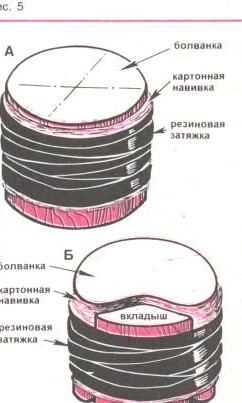
Nella produzione di forme complesse con superfici concave, vengono utilizzati cuscinetti, ad es. inserto in legno, che compensa la pressione dell'avvolgimento (Fig. 5, b).
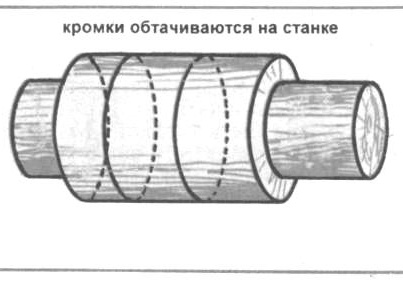
Le forme rotonde sono rifinite su un tornio (Fig. 6). Prima macinare il rivestimento (cassa), quindi incollare i fondi e portare il pezzo nella forma desiderata.